












0102030405















FULLY FLUORINE-LINED VALVES
Features of Fully Fluorine-Lined Valves
1. Superior Chemical Resistance
Fluorine-lined valves are designed to resist strong acids, bases, and other aggressive chemicals that would typically degrade standard valve materials. PTFE, PFA, and FEP linings offer near-universal chemical resistance, making these valves ideal for highly corrosive applications.
2. High Temperature Tolerance
Fluoropolymers have excellent thermal stability, allowing these valves to function effectively in both high and low temperatures. PTFE-lined valves, for example, can operate in temperatures ranging from -200°C to 260°C, ensuring reliability in extreme conditions.
3. Low Friction and Anti-Adhesive Properties
The smooth surface of fluoropolymers prevents material buildup, reducing the risk of blockages and contamination. This feature is particularly beneficial in processes requiring high-purity materials, such as pharmaceutical and semiconductor industries.
4. Leak Prevention and Tight Sealing
Fully fluorine-lined valves provide excellent sealing performance due to the flexibility and resilience of the fluoropolymer lining. This ensures minimal leakage, even under high-pressure conditions, making them a safe choice for hazardous media.
5. Durability and Longevity
Compared to conventional valves, fluorine-lined valves offer extended service life due to their resistance to corrosion, wear, and chemical degradation. This reduces maintenance costs and downtime, leading to improved operational efficiency.
Types of Fully Fluorine-Lined Valves
1. Ball Valves
Fluorine-lined ball valves offer excellent flow control, minimal pressure drop, and full bore design, making them suitable for high-purity and corrosive applications.
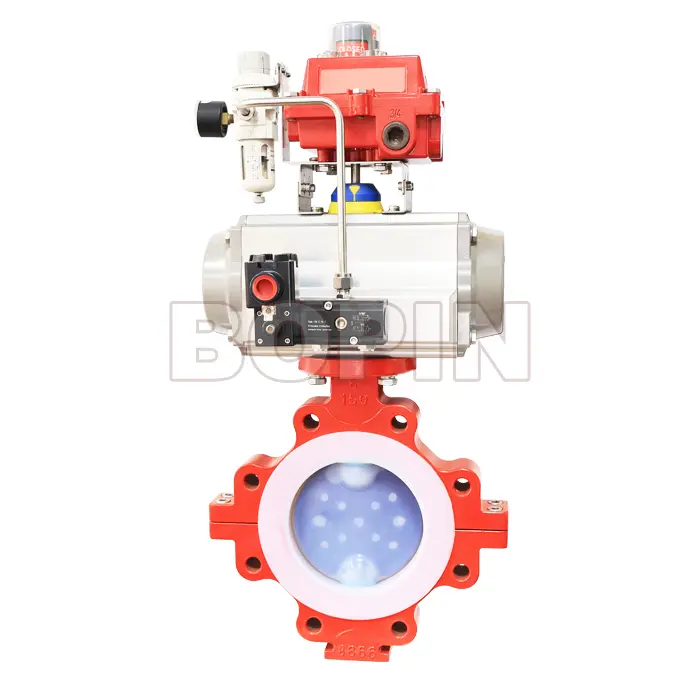
2. Butterfly Valves
These valves feature a compact design with a fluoropolymer-lined disc and body, providing effective shut-off and regulation in corrosive environments.
3. Diaphragm Valves
With a PTFE-lined diaphragm, these valves are ideal for handling aggressive chemicals, ensuring contamination-free operation in pharmaceutical and food industries.
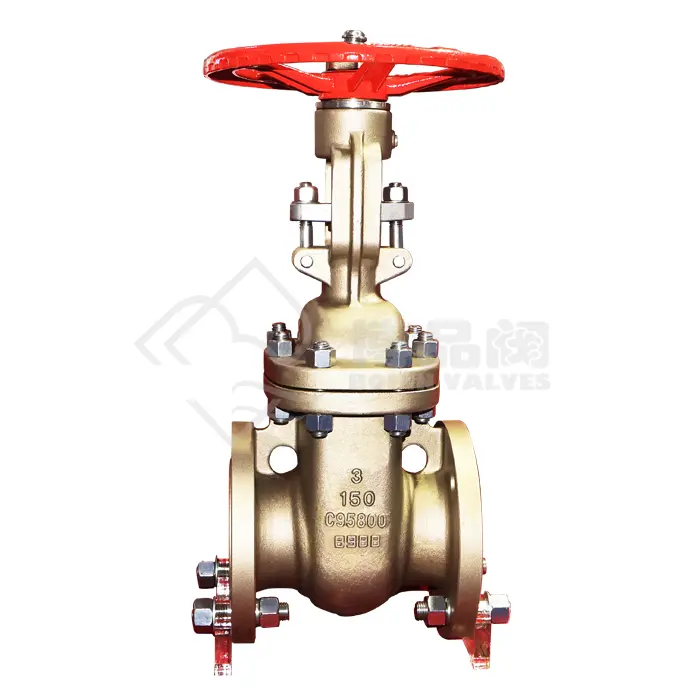
4. Gate Valves
Fluorine-lined gate valves provide robust shut-off capabilities, particularly in applications requiring minimal turbulence and pressure loss.
5. Globe Valves
Offering precise flow control, fluorine-lined globe valves are used in applications demanding fine regulation and high resistance to aggressive fluids.

Applications of Fully Fluorine-Lined Valves
1. Chemical Processing Industry
These valves are widely used for handling acids, alkalis, solvents, and other corrosive chemicals in chemical plants
2. Pharmaceutical and Biotechnology
Their high purity and contamination-resistant properties make them essential for processing active pharmaceutical ingredients (APIs) and other sensitive compounds.
3. Water and Wastewater Treatment
Fluorine-lined valves are used in water treatment plants to handle chlorine, ozone, and other aggressive disinfectants.
4. Food and Beverage Industry
Non-reactive and easy-to-clean surfaces make these valves ideal for handling food-grade chemicals and ensuring hygiene in processing plants.
5. Semiconductor Manufacturing
Used in ultrapure water and chemical handling applications, these valves ensure that semiconductor fabrication processes remain contamination-free.
Fully fluorine-lined valves offer an unparalleled combination of chemical resistance, durability, and reliability. Their ability to withstand harsh environments, resist contamination, and provide excellent sealing makes them indispensable in various industries. Investing in high-quality fluorine-lined valves leads to improved operational efficiency, reduced maintenance costs, and enhanced safety, making them a valuable asset for any facility handling aggressive fluids.