Inquiry
Form loading...
-
Phone
-
E-mail
-
Whatsapp
+86 19720579616

-
WeChat
+86 19720579616

-
 Zalo
Zalo

+86 19720579616
+86 19720579616
Zalo
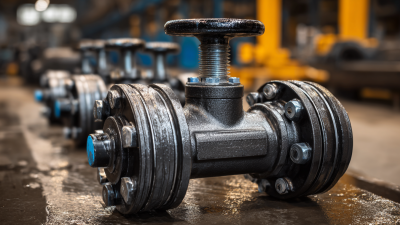
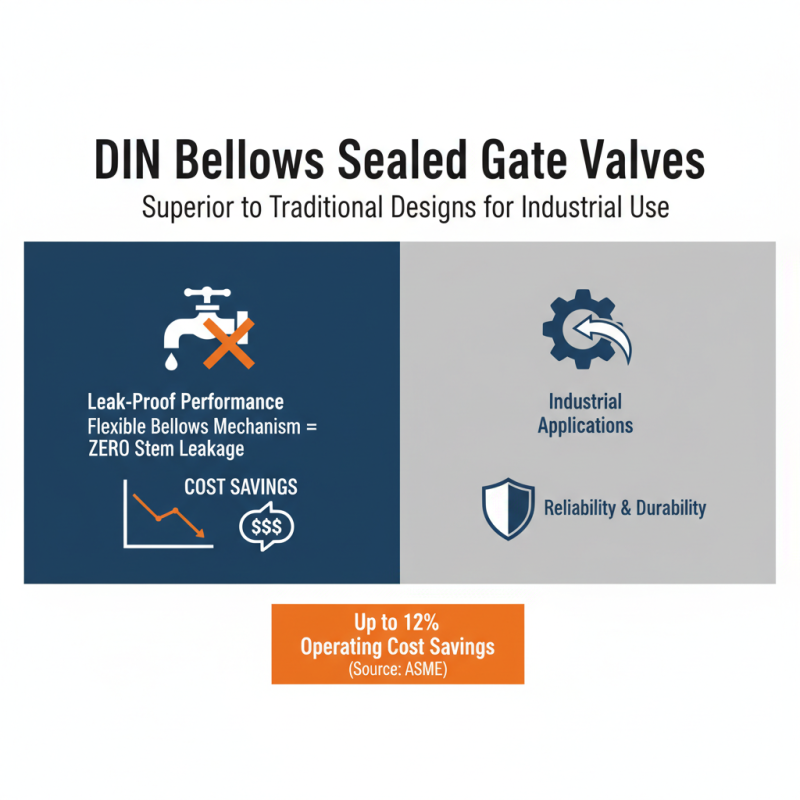
In the realm of industrial applications, the choice of valves plays a crucial role in ensuring operational efficiency and safety. Among the myriad of options available, DIN Bellows Sealed Gate Valves stand out due to their unique design and functional advantages. These valves utilize a bellows sealing mechanism that effectively isolates the valve body from the media flowing through, minimizing the risk of leakage and enhancing the overall reliability of the system. As industries increasingly prioritize sustainable practices and stringent environmental regulations, the need for robust and leak-proof solutions becomes paramount.
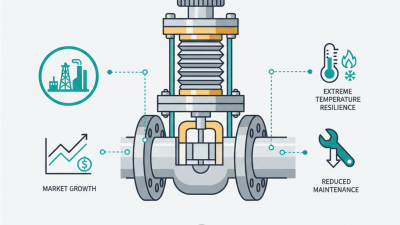
The implementation of DIN Bellows Sealed Gate Valves in various sectors, such as oil and gas, chemical processing, and water management, offers numerous benefits that significantly contribute to improved performance and safety standards. From their ability to handle high-pressure conditions to their long service life, these valves are engineered to meet the demanding requirements of modern industrial environments. By understanding the top ten advantages of using DIN Bellows Sealed Gate Valves, professionals in the field can make informed decisions that align with both operational goals and regulatory compliance. The following sections will delve into the comprehensive benefits these valves bring to industrial applications, underscoring their importance in today's competitive landscape.


DIN bellows sealed gate valves are widely recognized for their efficiency and reliability in various industrial applications. One of the key features of these valves is their ability to provide a robust sealing mechanism. The bellows design offers enhanced protection against leakage by eliminating the need for traditional packing materials that can degrade over time. This results in a longer service life and minimizes maintenance requirements, making them highly desirable in sectors where containment is critical, such as chemical processing and pharmaceuticals.
Another significant characteristic of DIN bellows sealed gate valves is their excellent resistance to corrosion and adverse environmental conditions. Constructed from high-quality materials, these valves can withstand challenging operating conditions, including high temperatures and pressures. This durability ensures that they perform reliably, even in demanding applications. Additionally, their compact design facilitates easy installation and integration into existing systems, further enhancing their utility in industrial settings where space can be a constraint. Overall, the combination of effective sealing, durability, and ease of integration makes DIN bellows sealed gate valves an essential component in modern industrial processes.